


Obtain all necessary equipment. This should be a welding machine, electrode and workpiece clamps (and their leads), a welding helmet darker than shade 10, welding gloves, and appropriate safety clothing.
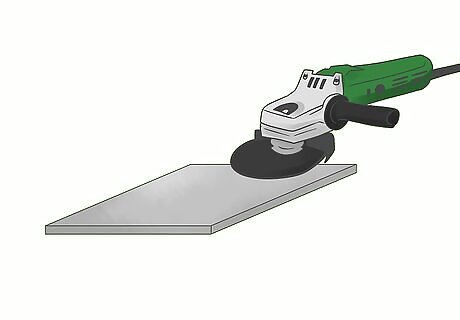
Prepare the metal to be welded. This includes grinding down rough edges and cleaning the areas to be welded.
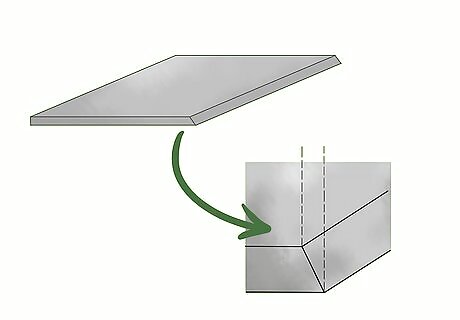
Bevel the edge of the metal if it is thicker than ⁄4 inch (0.6 cm). Beveling allows for better penetration of the root pass and subsequent passes. Beveling can be done with an oxy-fuel torch or a plasma arc cutter, but isn't necessary on thinner metal.
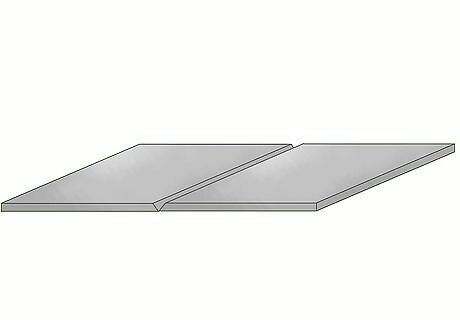
Align your metal to make sure the edges line up well. They should be smooth and align cleanly.
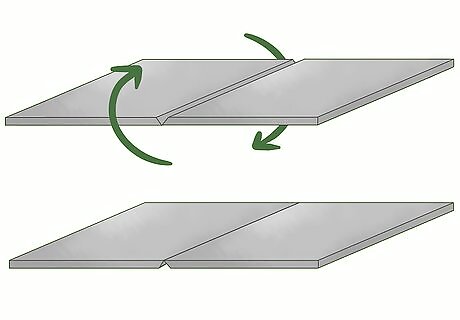
Turn your pieces over. This should be the flat side if on or more pieces are beveled, or the side you don't want to start welding.
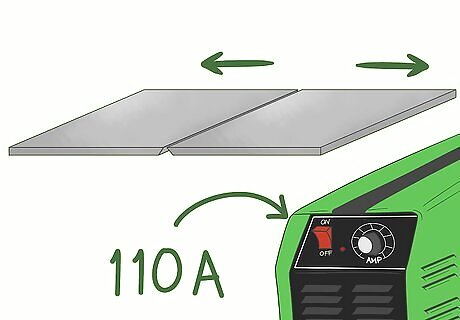
Separate the pieces a little bit and set the amperage on your machine about 10 percent higher than the level you intend to use welding the metal. So, if you are going to use 100 amps to make your weld(s), set your amperage at 110 amps.
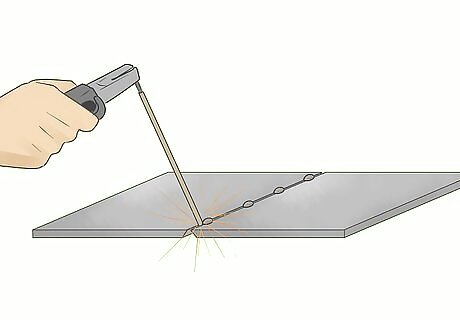
Make tack welds. These will hold the metal together and prevent it from warping or bending inward when the weld is finished. To make a tack weld, strike an arc and let it sit for a few seconds. A few tack welds are usually needed and you should be able to break them with a hammer or wrench.
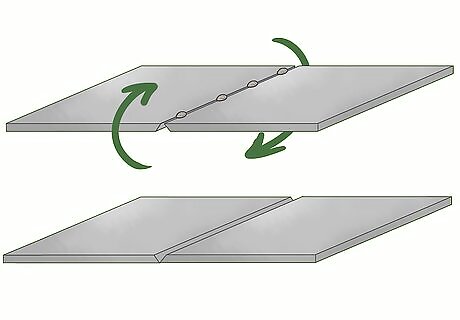
Flip your metal over to be welded.
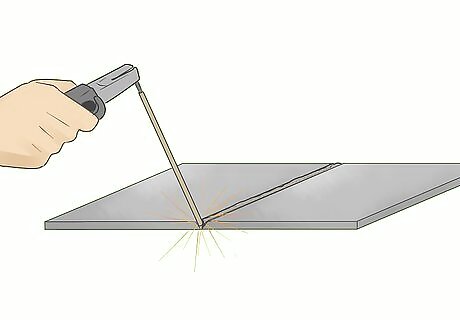
Strike an arc and create your root pass. This is going to be the first and deepest pass on your weld, and if the metal is thick enough, the only pass you'll need. If you beveled the steel start at the bottom for your root pass. You need to ensure the root pass penetrates deeply enough, and for this reason 6010 electrodes are frequently used for this purpose. The arc length is the distance between the electrode's tip and the workpiece. You should maintain a consistent arc length throughout the process. Different welding processes and electrode types may have specific recommendations for the ideal arc length. Refer to the manufacturer's guidelines or welding procedure specifications (WPS) for the specific welding process you're using. Adjust based on electrode type. In general, it is preferable to have a shorter arc length. However, certain electrodes may require a slightly longer arc length for optimal performance.
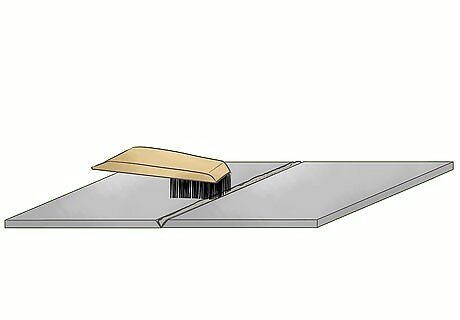
Clean the weld with a hammer and wire brush and make subsequent passes if needed. These passes should strengthen the weld and fill it in. Make sure to clean each pass before you start a new one.














Comments
0 comment